重型振動篩整機(jī)如何裝配
如果您正在尋找相關(guān)產(chǎn)品或有其他任何問題,可隨時撥打我公司銷售熱線,或點(diǎn)擊下方按鈕在線咨詢報(bào)價(jià)!
全國統(tǒng)一銷售熱線:18637334419
重型振動篩整機(jī)裝配就是將加工合格的零部件和采購的合格標(biāo)準(zhǔn)件組裝起來的過程。研究發(fā)現(xiàn):即使在所有零部件都合格的情況下,裝配過程的差異對整機(jī)的可靠性影響也非常大,如果裝配不當(dāng),則易使設(shè)備出現(xiàn)擺動、噪聲、溫度異常等現(xiàn)象,甚至出現(xiàn)螺栓被剪切損壞的現(xiàn)象。
常見的裝配方法有傳統(tǒng)整機(jī)裝配和專用工裝裝配,這里我們介紹一下前者
傳統(tǒng)整機(jī)裝配步驟:
采用傳統(tǒng)裝配工藝裝配篩體時,先將側(cè)板與內(nèi)外加強(qiáng)板、加強(qiáng)角鋼裝配在一起,裝配前需要通過打磨去除毛刺,決不允許各接觸面之間存在雜物。
具體做法是
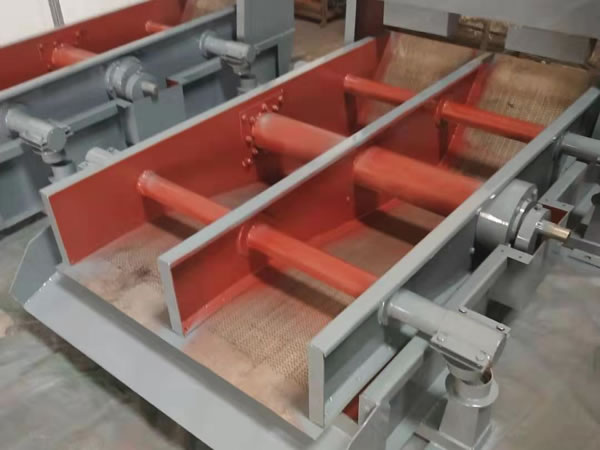
先將一側(cè)的側(cè)板水平放置,垂直組裝橫梁、加強(qiáng)梁和出入料梁,再與另一側(cè)的側(cè)板、支撐頭等組裝,從而形成篩箱框架。組裝橫梁時要檢測任意兩個橫梁之間的對角線,如果差值過大,則需要及時調(diào)整各橫梁順序。另外,螺栓不要緊固,待后期緊固。
將篩箱平放在振動平臺上,采用同等高度的四個支座支撐安裝有支撐頭的橫梁兩端,使兩個側(cè)板自然下垂,且下沿在同一水平面上。以側(cè)板加工后的螺栓孔為基準(zhǔn),測量篩箱的對角線尺寸,并將誤差控制在2mm以內(nèi),調(diào)整合格后緊固螺栓。在緊固螺栓的過程中,必須從篩箱中間向兩頭操作,在兩側(cè)側(cè)板中部的螺栓緊固完后再緊固側(cè)板兩頭的螺栓,以避免造成累計(jì)誤差。
接下來需要鋪裝篩板,并用壓篩不將篩面壓緊。激振器可與篩箱并行裝配,在裝配夾板式激振器時,軸承外圈與內(nèi)套要按照標(biāo)記配對使用,同時軸承壓蓋與軸承的軸問間原要符合要求。安裝偏心塊之前要對其分別稱重,再根據(jù)質(zhì)量情況配對使用,確保兩側(cè)激振力一致。在組裝好激振器后,采用水平儀找平基礎(chǔ),再將剛度一致的支撐彈簧安裝在對稱位置,以保證上下支座與彈接觸面平行。最后,將驅(qū)動電機(jī)等部件與篩體連接起來,此時就完成了整機(jī)裝配。
提高重型振動篩的可靠性要從設(shè)計(jì)、制造、使用、維護(hù)等方面進(jìn)行系統(tǒng)、深入地研究。先進(jìn)的制造工藝是生產(chǎn)優(yōu)質(zhì)產(chǎn)品,提高經(jīng)濟(jì)效益的基礎(chǔ)保證,只有提高制造工藝水平,才能使國產(chǎn)大型振動篩更好地適應(yīng)國內(nèi)外的激烈競爭,并擁有良好的市場口碑。