電磁振動(dòng)給料機(jī)的生產(chǎn)調(diào)節(jié)
如果您正在尋找相關(guān)產(chǎn)品或有其他任何問題,可隨時(shí)撥打我公司銷售熱線,或點(diǎn)擊下方按鈕在線咨詢報(bào)價(jià)!
全國統(tǒng)一銷售熱線:18637334419
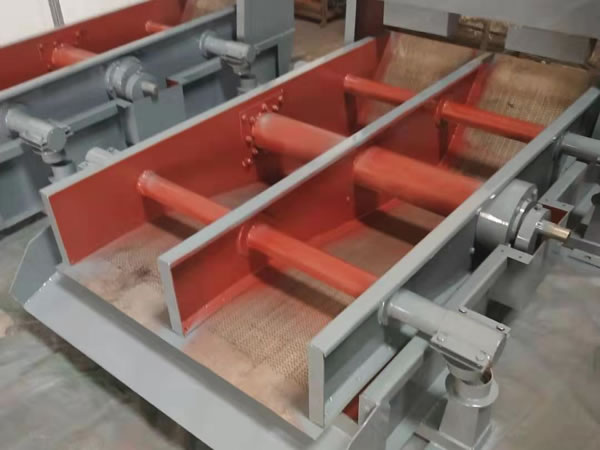
2.振動(dòng)給料機(jī)生產(chǎn)率的調(diào)節(jié)
3.隨時(shí)注意電流表指針不能超過額定最大值。
4.應(yīng)防止繞組引出線和其它引線的碰傷和破裂,以免產(chǎn)生短路而燒壞可控硅。
5.調(diào)節(jié)料倉閘門的大小和距料槽底板的高度,改變料層厚度,也可以達(dá)到調(diào)節(jié)電振機(jī)生產(chǎn)率的目的。
給料機(jī)")
6.在設(shè)備運(yùn)轉(zhuǎn)過程中,如發(fā)現(xiàn)振動(dòng)發(fā)生突然變化,例如噪聲突然變大,電流表指針不規(guī)則搖擺等,應(yīng)馬上停機(jī)檢查。
7.由于可控硅元件的一端直通電源輸入端。因此,在檢修時(shí),除關(guān)掉電控箱的開關(guān)以外,還必須切斷輸入端電源,使整機(jī)完全脫離電源。
8.調(diào)節(jié)電振機(jī)的振幅,在額定振幅范圍內(nèi),通過旋轉(zhuǎn)控制箱電位器旋鈕或輸入自動(dòng)控制信號可以直接調(diào)節(jié)振幅,從而可以無級地調(diào)節(jié)電振機(jī)的生產(chǎn)率。
振動(dòng)給料機(jī)
9.檢查電控箱是否有穩(wěn)定的支流輸出電壓(可用220V300W燈泡作負(fù)載測定)正常值為0—85V連續(xù)可調(diào),如不正常應(yīng)參考電路圖對電控箱進(jìn)行檢修。
10.檢查各激振器緊固件情況,對于主彈簧螺桿上的緊固螺母更須特別注意,檢查主彈簧、主絲桿等有否斷裂現(xiàn)象。如有損壞,應(yīng)更換上相同規(guī)格的零部件,檢查激振器內(nèi)部線圈引出線是否斷路。
給料機(jī)")
11.振動(dòng)給料機(jī)試運(yùn)行
給料機(jī)在出廠前已進(jìn)行時(shí)間不少于四小時(shí)的空載運(yùn)行,設(shè)備在現(xiàn)場安裝完畢后,一般也應(yīng)進(jìn)行短期試運(yùn)行,在試運(yùn)行過程中振幅和電流除隨電網(wǎng)電壓波動(dòng)而變化外,應(yīng)該是穩(wěn)定不變的。
12.若需拆開激振器檢修,應(yīng)注意先把四只主彈簧編好號,以便按原來的順序和方向重新組裝,重新組裝完畢的激振器,必須先在額定參數(shù)下進(jìn)行通電試振,只有在最大電流不超過額定值的情況下,方可重新安裝在所屬的工作位置上。
13.振動(dòng)給料機(jī)起動(dòng)和停機(jī)
初此開動(dòng)電振機(jī)前,必須將電控箱轉(zhuǎn)換開關(guān)K2撥到手動(dòng)位置,料量電位器關(guān)小,接通電源后逐漸增大電流,直至額定值,以免損壞控制箱和燒壞線圈,正常使用后允許在額定電壓、電流和振幅下直接起動(dòng)和停機(jī)。
14.鐵芯和銜鐵之間的氣隙,在任何情況下必須保持平行和清潔,以保證工作的穩(wěn)定,對于工作在塵土較多的場合或作為鐵磁性物料的輸送時(shí),激振器密封蓋緊密,運(yùn)轉(zhuǎn)中,應(yīng)注意鐵芯和銜鐵之間有無撞擊聲,如聽到撞擊聲,應(yīng)立即停車檢查并重新調(diào)整氣隙。
給料機(jī)")